Pipe machining in shipyards requires portable cold cutting machines capable of operating in confined spaces, on special materials such as stainless steel and duplex, and in explosion-risk areas. The main challenges involve the precision of bevels for welds certified by RINA and DNV, mobility between the ship’s various compartments, and full process traceability as required by international naval registers.
Why the shipyard is a context of its own
Anyone working in a shipyard knows that operating conditions are very different from those of a conventional workshop. Pipes to be machined are often already installed, located in narrow corridors, engine rooms with difficult access, double bottoms, or compartments where maneuvering space is extremely limited. Operational margins are tight, timelines are tied to construction or refitting schedules, and every joint must meet strict certification requirements.
In addition, there is a wide variety of materials: carbon steel, stainless steel, duplex, copper-nickel. Each alloy requires specific machining parameters and, for many of them, even slight surface thermal alteration can compromise mechanical properties and corrosion resistance.
Onboard piping materials: why cold machining is often the only option
Onboard piping systems carry fuel, seawater, lubricating oils, steam, and other fluids under varying pressure and temperature conditions. Materials depend on the application: stainless steel is widely used in hydraulic and firefighting systems; duplex in more aggressive offshore applications; copper-nickel in cooling systems exposed to seawater.
These materials do not tolerate the heat-affected zone inevitably generated by plasma or oxy-fuel cutting. In particular, with duplex and super duplex, even minimal surface alteration can trigger localized corrosion or reduce the joint’s mechanical strength.
Cold mechanical beveling prevents the formation of a significant heat-affected zone, preserves the base material properties, and produces a surface immediately suitable for welding according to WPS.
Confined spaces: MCA Cutter and FAST
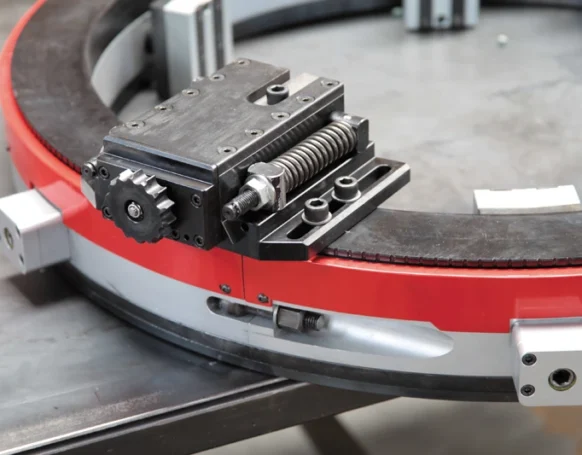
In shipyards, it is not always possible to bring the pipe to the machine; often the opposite is true: the machine must reach the pipe, be installed directly onto it, and operate in extremely tight spaces. In this context, split frame pipe cutting machines are essential, as their body divides into two completely separate halves that mount around the pipe—an ideal solution when lateral clearance is minimal.
The MCA Cutter by GBC covers a wide diameter range, from 1″ up to 43″ (OD from 33.4 mm up to 1095 mm, depending on model and configuration). The split body allows installation directly on already positioned piping and, in smaller diameter versions, can be operated by a single technician. The right-angle drive further reduces overall dimensions, enabling operation in spaces where a conventional machine would not fit.
The FAST by GBC adopts the same split frame structure and covers pipes from 6″ to 60″ (OD 153–1545 mm). Its distinctive feature is the self-centering device, which ensures fast and precise alignment, significantly reducing setup time even on large diameters. It is the ideal solution when installation speed is critical, such as during refitting operations or emergency repairs where cutting and beveling must be performed on-site without interrupting operations.
Hazardous environments: when open flame is not allowed
In ship areas where fuel vapors, gas, or potentially explosive atmospheres are present, the use of plasma, oxy-fuel cutting, or angle grinders is severely restricted or completely prohibited. Cold mechanical machining eliminates open flame and drastically reduces risk compared to plasma or oxy-fuel cutting. When combined with pneumatic drive and proper operating procedures, it represents the safest solution for working in classified or explosion-risk areas.
RINA, DNV and Bureau Veritas certifications: what they concretely require
The main naval registers – RINA, DNV and Bureau Veritas – certify not only welders but the entire welding process, including joint preparation. WPS (Welding Procedure Specification) documents must specify the preparation method used, and joints must comply with the geometries defined in the UNI EN ISO 9692 series.
The UNI EN ISO 3834 standard, frequently required by naval registers and construction specifications, extends quality requirements to the entire welding process, from edge preparation to final inspection. Cold mechanical preparation performed with professional machines simplifies process documentation by ensuring constant and repeatable parameters, reducing the risk of non-conformities during inspection.
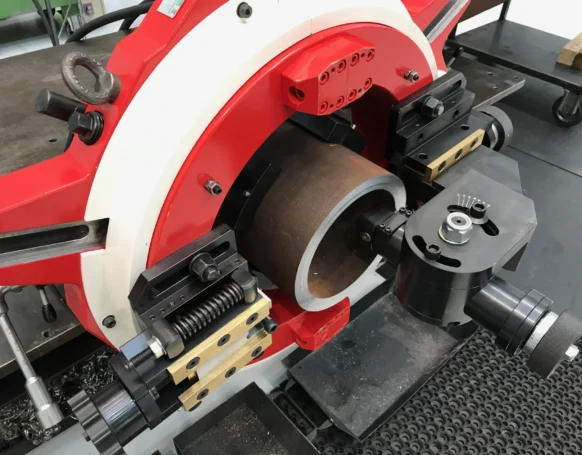
Large diameters and harsh environments: the Supercutter
When diameters increase and operating conditions become more demanding—offshore platforms, underwater environments, outdoor installations on continuous pipelines—a machine specifically designed for these contexts is required.
The Supercutter by GBC covers pipes from 6″ to 60″ (OD up to approximately 1524 mm) and features a clamshell structure: the body opens like a shell for installation on the pipe, maintaining structural integrity during machining and ensuring the robustness required in harsh conditions. The Supercutter integrates an external profile copying system that compensates for ovality. This system, also present on GBC split frame machines, maintains consistent bevel geometry along the entire circumference, even on pipes that are not perfectly round.
For extreme diameters up to 100″ (OD up to approximately 2540 mm), the GBC range includes the Hypercutter, equipped with hydraulic drive.
Pipe beveling machines: precision beveling across the entire range
When only beveling is required, without cutting operations, GBC pipe beveling machines cover a range from 1/2″ to 40″ (OD 12.4–1016 mm) on all materials: carbon steel, stainless steel, duplex, Inconel, copper.
Portable versions perfectly adapt to the confined spaces typical of shipyards and allow V bevels, J bevels, and internal tapering with consistent precision, regardless of the material being machined.
How to choose the right machine for shipyards
The choice must be based on three key parameters: diameter range, material type, and environmental conditions.
For extremely confined spaces up to approximately 43″, the MCA Cutter with split frame body is the most suitable solution thanks to its divisible structure, which can also be handled by a single operator. For diameters between 6″ and 60″ where installation speed is critical, the FAST with self-centering device significantly reduces setup time. For the same diameters in harsh and offshore environments, the Supercutter with clamshell body provides the necessary structural robustness. When only beveling is required on small and medium diameters, portable beveling machines cover the entire range from 1/2″ to 40″.
For companies managing temporary production peaks or occasional shipbuilding contracts, the GBC rental service provides access to machines without initial investment. In particularly complex situations, GBC also offers on-site technical interventions with qualified personnel directly onboard or in the shipyard.
Contact GBC for a personalized technical consultation regarding your specific application.