El mecanizado de tuberías en astillero requiere máquinas portátiles de corte en frío capaces de operar en espacios confinados, sobre materiales especiales como acero inoxidable y dúplex, y en áreas con riesgo de explosión. Los principales desafíos se refieren a la precisión de los biseles destinados a soldaduras certificadas por RINA y DNV, la movilidad entre los distintos compartimentos del buque y la trazabilidad del proceso, tal como exigen los registros navales internacionales.
Por qué el astillero es un entorno particular
Quien trabaja en un astillero sabe que las condiciones operativas son muy diferentes a las de un taller convencional. Las tuberías que deben mecanizarse suelen estar ya instaladas, situadas en pasillos estrechos, salas de máquinas de difícil acceso, dobles fondos o compartimentos donde el espacio de maniobra es extremadamente limitado. El margen operativo es reducido, los plazos están vinculados a los programas de construcción o refitting, y cada junta debe cumplir estrictos requisitos de certificación.
A estas dificultades se suma la heterogeneidad de los materiales: acero al carbono, acero inoxidable, dúplex, cobre-níquel. Cada aleación requiere parámetros de mecanizado específicos y, para muchas de ellas, una alteración térmica superficial puede comprometer las propiedades mecánicas y la resistencia a la corrosión.
Materiales de las tuberías a bordo: por qué el mecanizado en frío suele ser la única opción
Las tuberías a bordo transportan combustible, agua de mar, aceites lubricantes, vapor y otros fluidos en condiciones variables de presión y temperatura. Los materiales utilizados dependen de la aplicación: el acero inoxidable está ampliamente difundido en sistemas hidráulicos y contra incendios; el dúplex en aplicaciones offshore más agresivas; el cobre-níquel en sistemas de refrigeración expuestos al agua marina.
Estos materiales no toleran la zona afectada térmicamente generada inevitablemente por el plasma o el oxicorte. En particular, en el caso del dúplex y super dúplex, incluso una mínima alteración superficial puede desencadenar fenómenos de corrosión localizada o reducir la resistencia mecánica de la junta.
El fresado mecánico en frío evita la formación de una zona afectada térmicamente significativa, preserva las propiedades del material base y produce una superficie inmediatamente apta para la soldadura conforme a WPS.
Espacios confinados: MCA Cutter y FAST
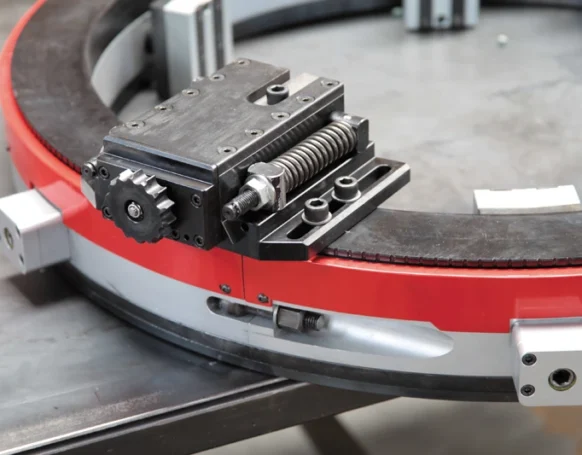
En el astillero no siempre es posible llevar la tubería a la máquina; a menudo sucede lo contrario: la máquina debe alcanzar la tubería, instalarse directamente sobre ella y trabajar en condiciones de espacio extremadamente reducido. En este contexto resultan indispensables las cortatubos split frame, cuyo cuerpo se divide en dos mitades completamente separadas que se montan alrededor de la tubería: una solución ideal cuando el espacio lateral disponible es mínimo.
La MCA Cutter de GBC cubre un amplio rango de diámetros, desde 1″ hasta 43″ (Øe de 33,4 mm hasta 1095 mm, según el modelo y la configuración). El cuerpo divisible permite la instalación directamente sobre la tubería ya colocada y, en las versiones de menor diámetro, puede ser manejado incluso por un solo operador. La transmisión angular del motor reduce aún más las dimensiones totales, permitiendo operar en espacios donde una máquina convencional no podría entrar.
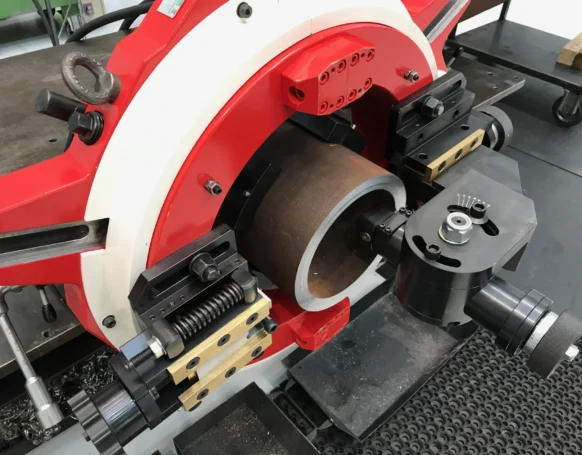
La FAST de GBC adopta la misma estructura split frame y cubre tuberías de 6″ a 60″ (Øe 153–1545 mm). Su elemento distintivo es el dispositivo autocentrante, que garantiza un centrado rápido y preciso, reduciendo significativamente los tiempos de posicionamiento incluso en diámetros grandes. Es la solución ideal cuando la rapidez de instalación es prioritaria, como en trabajos de refitting o reparaciones de emergencia, donde el corte y el biselado deben realizarse in situ sin interrumpir las actividades operativas.
Entornos de riesgo: cuando la llama abierta no está permitida
En las áreas del buque donde hay vapores de combustible, gas o atmósferas potencialmente explosivas, el uso de plasma, oxicorte o amoladora angular está fuertemente limitado o totalmente prohibido. El mecanizado mecánico en frío elimina la presencia de llama abierta y reduce drásticamente el riesgo en comparación con el plasma o el oxicorte. En combinación con accionamiento neumático y procedimientos operativos adecuados, representa la solución más segura para trabajar en zonas clasificadas o con riesgo de explosión.
Certificaciones RINA, DNV y Bureau Veritas: qué exigen concretamente
Los principales registros navales – RINA, DNV y Bureau Veritas – certifican no solo a los soldadores, sino el proceso completo de soldadura, incluida la fase de preparación de las juntas. Las WPS (Welding Procedure Specification) deben especificar el método de preparación utilizado y las juntas deben cumplir con las geometrías prescritas por la serie UNI EN ISO 9692.
La norma UNI EN ISO 3834, frecuentemente exigida por los registros navales y los pliegos de construcción, amplía los requisitos de calidad a todo el proceso de soldadura, desde la preparación de los bordes hasta las inspecciones finales. Una preparación mecánica en frío realizada con máquinas profesionales facilita la documentación del proceso, ya que garantiza parámetros constantes y repetibles, reduciendo el riesgo de no conformidades durante la inspección.
Grandes diámetros y entornos hostiles: la Supercutter
Cuando los diámetros aumentan y las condiciones operativas se vuelven más exigentes – plataformas offshore, entornos submarinos, instalaciones exteriores en tuberías continuas – se requiere una máquina diseñada específicamente para estos contextos.
La Supercutter de GBC cubre tuberías de 6″ a 60″ (Øe hasta aproximadamente 1524 mm) y cuenta con una estructura tipo clamshell: el cuerpo se abre como una concha para instalarse sobre la tubería, manteniendo la integridad estructural durante el mecanizado y garantizando la robustez necesaria en condiciones adversas. La Supercutter incorpora un sistema de copiado del perfil exterior que compensa posibles ovalizaciones. Este sistema, presente también en las máquinas split frame de GBC, permite mantener constante la geometría del bisel a lo largo de toda la circunferencia incluso en tuberías que no son perfectamente circulares.
Para aplicaciones en diámetros extremos de hasta 100″ (Øe hasta aproximadamente 2540 mm), la gama GBC incluye la Hypercutter, equipada con accionamiento hidráulico.
Biseladoras de tuberías: precisión en toda la gama
Cuando se requiere exclusivamente el biselado, sin operaciones de corte, las biseladoras de tuberías GBC cubren un rango de 1/2″ a 40″ (Øe 12,4–1016 mm) en todos los materiales: acero al carbono, acero inoxidable, dúplex, Inconel, cobre.
Las versiones portátiles se adaptan perfectamente a los espacios reducidos típicos del astillero y permiten realizar biseles en V, en J y conicidades internas con precisión constante, independientemente del material trabajado.
Cómo elegir la máquina adecuada para el astillero
La elección debe basarse en tres parámetros fundamentales: el rango de diámetros a mecanizar, el tipo de material y las condiciones ambientales.
Para espacios extremadamente confinados hasta aproximadamente 43″, la MCA Cutter con cuerpo split frame es la solución más adecuada gracias a su estructura divisible, que puede ser manejada incluso por un solo operador. Para diámetros entre 6″ y 60″ donde la rapidez de instalación es prioritaria, la FAST con dispositivo autocentrante reduce significativamente los tiempos de posicionamiento. Para los mismos diámetros en entornos hostiles y offshore, la Supercutter con cuerpo clamshell ofrece la robustez estructural necesaria. Cuando se requiere exclusivamente el biselado en diámetros pequeños y medianos, las biseladoras portátiles cubren todo el rango de 1/2″ a 40″.
Para quienes deben gestionar picos productivos temporales o contratos ocasionales en el sector naval, el servicio de alquiler de GBC permite acceder a las máquinas sin inversión inicial. En situaciones particularmente complejas, GBC también ofrece intervenciones técnicas in situ con personal cualificado directamente a bordo o en el astillero.
Contacta con GBC para una consulta técnica personalizada sobre tu aplicación específica.