La fresatura meccanica a freddo è un processo di asportazione del truciolo utilizzato per preparare le estremità di tubi e lamiere, ottenendo smussi precisi e bordi puliti senza generare calore. A differenza del taglio termico, non produce zona termicamente alterata (HAZ): le proprietà meccaniche del materiale rimangono inalterate e il giunto è pronto per la saldatura in conformità alle normative. Il processo viene eseguito con fresatubi (per i tubi) e smussalamiere (per le lamiere), macchine disponibili sia in versione portatile per il cantiere sia ad avanzamento automatico per la produzione in serie.
Come funziona la fresatura meccanica a freddo
Un utensile o una fresa rotante a inserti rimuove materiale dal bordo del tubo o della lamiera senza mai portare il metallo alla fusione. Il pezzo rimane a temperatura ambiente per tutta la durata della lavorazione: non vi è apporto di calore, né combustione, né utilizzo di plasma.
Il bordo ottenuto è geometricamente preciso, con angolo, altezza e tolleranze rispettati pezzo dopo pezzo, privo di ossidazione e immediatamente saldabile senza passaggi di pulizia aggiuntivi. La geometria di taglio è determinata dall’inserto e dall’inclinazione dell’utensile: sostituendoli è possibile passare da uno smusso a V a uno a J senza variare la macchina.
Fresatura a freddo vs taglio termico: le differenze chiave
Il taglio termico — plasma, ossitaglio e laser — porta il metallo a temperature molto elevate in una zona localizzata. Questo tratto, pur non fondendo completamente, subisce modifiche microstrutturali: è la zona termicamente alterata (HAZ), che può compromettere le caratteristiche del materiale e diventare un punto debole del giunto saldato.
Le conseguenze pratiche:
- bordi ossidati che richiedono molatura prima della saldatura
- deformazione geometrica del bordo, in particolare su lamiere sottili
- alterazione della microstruttura in leghe sensibili come duplex, super duplex e Inconel
La fresatura meccanica a freddo, invece, non genera HAZ. Il bordo risulta pulito, preciso e stabile, senza necessità di lavorazioni aggiuntive.
Tipi di smusso e quando usarli
La norma UNI EN ISO 9692 definisce le geometrie dei giunti di saldatura in base al processo, allo spessore e al materiale. Nella pratica industriale si utilizzano quattro tipologie principali:
- Smusso a V: angolo tipico 60°, per spessori da 5 a 20 mm. Il più diffuso, adatto a saldatura TIG e MIG/MAG monolato.
- Smusso a X: doppio V bilaterale, per spessori superiori a 15 mm. Riduce il volume di materiale d’apporto rispetto al V singolo.
- Smusso a J: profilo con raggio raccordato, per spessori oltre 20 mm. Richiede lavorazione meccanica di precisione: il taglio termico non può rispettare le tolleranze previste dalla norma.
- Smusso a U: piena U, per spessori elevati in applicazioni nucleari e ad alta pressione.
La norma impone tolleranze geometriche stringenti, variabili in funzione del tipo di giunto e della classe di esecuzione. Per smussi a J e U, la fresatura meccanica a freddo rappresenta l’unica soluzione tecnicamente adeguata. Scopri la nostra guida dedicata alle geometrie di smusso e ai relativi utensili.
Fresatura a freddo: applicazioni industriali
La fresatura a freddo è lo standard operativo in tutti i contesti in cui la qualità del giunto è critica, regolamentata o soggetta a certificazione.
Oil & Gas e pipeline: le tubazioni operano ad alte pressioni e in ambienti corrosivi. Una HAZ residua può innescare cricche da fatica o corrosione selettiva nel tempo, compromettendo la tenuta dell’impianto.
Navale e offshore: strutture di grandi dimensioni, spesso realizzate in acciai ad alto limite di snervamento o leghe speciali. La lavorazione avviene generalmente in cantiere con macchine portatili.
Caldareria e scambiatori di calore: lavorazioni in serie su tubi di piccolo diametro, dove la costanza della geometria dello smusso è fondamentale per la qualità finale del giunto.
Petrolchimico e nucleare: impianti certificati EN 1090 e ISO 3834, in cui la preparazione dei bordi è parte integrante della documentazione di qualità.
Fresatura di tubi: come funziona e quali macchine usare
Le fresatubi si ancorano al tubo tramite un sistema di bloccaggio interno a espansione (il mandrino si espande contro la parete interna del tubo) oppure tramite ganasce esterne per bloccaggio sull’esterno – utile quando l’accesso all’interno non è possibile, come sulle piastre tubiere degli scambiatori di calore.
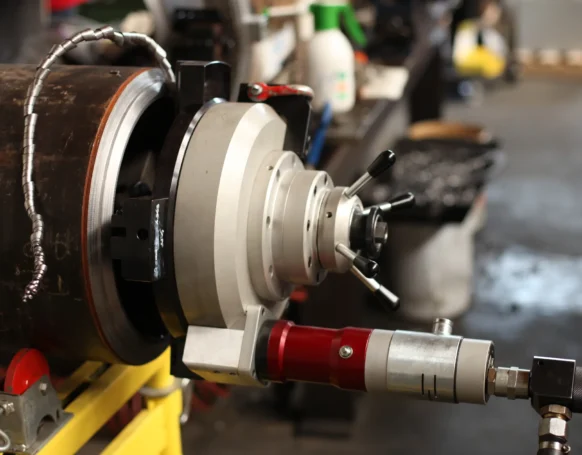
Una volta centrata, la macchina ruota attorno all’asse del tubo e realizza lo smusso in un unico passaggio circolare. Nella maggior parte dei casi, le macchine GBC operano direttamente in posizione, senza necessità di rimuovere il tubo dall’impianto.
Le fresatubi GBC coprono diametri da Øi 10 mm (Mini K OD, ottima per lavorare su tubi di piccoli diametri dove non è possibile un bloccaggio interno) fino a 40” – 1016 mm (Hypermaxi 20_40 con kit estensione opzionale, per grandi tubazioni di pipeline e impianti offshore). Per scambiatori, caldareria e manutenzione industriale su tubi di piccolo e medio diametro sono adatte le serie Mini, TC e Boiler; per pipeline e impianti di processo le serie Supermaxi e Hypermaxi. La motorizzazione è disponibile in versione pneumatica, elettrica, brushless, a batteria o idraulica.
Per approfondire la scelta del modello, consulta la nostra guida completa alle macchine per taglio e smusso tubi.
Fresatura di lamiere: come funziona e quali macchine usare
Le smussalamiere avanzano lungo il bordo della lamiera tramite un sistema di rulli di guida che mantiene la macchina in posizione mentre la fresa asporta il materiale senza generare scintille. L’angolo di smusso è regolabile direttamente sull’utensile o sull’inclinazione della testa fresa.
La stessa macchina – con inserto adeguato – può eseguire smussi a V ad angolo variabile, smussi a J con profilo a raggio, intestature e splaccature, coprendo la maggior parte delle preparazioni richieste in carpenteria pesante, navale e in caldareria.
Le smussalamiere GBC lavorano spessori da 6 a 120 mm. La Challenge (6-40 mm) è la macchina portatile, ideale per lavori rapidi o ambienti ATEX. La Compact Edge copre spessori fino a 60 mm con testa a inclinazione variabile (15°–60°); la Basic Edge 50 raggiunge lo stesso range con avanzamento automatico. L’Edge 80 e la Multiedge 80 arrivano a 120 mm e integrano smussi a J, intestature e splaccature per caldareria pesante, navale e nucleare.
Per scegliere la macchina in base al tipo di smusso e al volume di produzione, leggi come scegliere la macchina per smusso lamiera.

Materiali lavorabili con la fresatura a freddo
La fresatura meccanica a freddo si applica a tutti i metalli industriali comuni: acciaio al carbonio, inox, duplex, super duplex, Inconel, titanio, alluminio.
Le leghe sensibili al calore traggono il massimo beneficio da questo processo:
- Acciaio inossidabile: il taglio termico crea una zona impoverita di cromo al bordo, soggetta a corrosione intergranulare. La fresatura mantiene intatta la composizione chimica del bordo.
- Duplex e super duplex: la microstruttura bifasica (austenite-ferrite) si altera con il calore, compromettendo le proprietà meccaniche e la resistenza alla corrosione in ambienti aggressivi come quelli oil & gas.
- Inconel e leghe a base nichel: altamente sensibili ai cicli termici. Il taglio termico genera ossidazione superficiale e alterazioni microstrutturali che compromettono la qualità del giunto. La fresatura meccanica a freddo elimina HAZ e ossidazione al bordo, restituendo una superficie stabile e pronta per la saldatura.
- Titanio: reagisce con l’ossigeno a temperature elevate formando ossidi fragili al bordo. La fresatura a freddo elimina il rischio.
Per un approfondimento sulle sfide di lavorazione delle leghe difficili, leggi Lavorazione a freddo dei metalli: sfide e soluzioni.
Conformità alle normative di saldatura
La preparazione meccanica a freddo è prevista — e spesso obbligatoria — principali normative di settore.
EN 1090 (obbligatoria per strutture metalliche con marcatura CE) richiede che la preparazione dei bordi rispetti tolleranze geometriche documentabili.
ISO 3834 (qualità della saldatura per fusione) impone un controllo di processo che include la qualifica della preparazione dei giunti.
UNI EN ISO 9692 specifica che per i smussi a J e U la lavorazione meccanica è il metodo adeguato, come riportato anche nella documentazione ufficiale EN 1090 e ISO 3834.
Il bordo fresato a freddo soddisfa tutti questi requisiti senza ripassature né molatura aggiuntiva o rilavorazioni, semplificando la documentazione di qualità e riducendo le fasi di processo.
Scegli la soluzione giusta per la tua applicazione
Dai tubi di piccolo diametro per scambiatori di calore alle grandi pipeline, fino alle lamiere spesse per caldareria e costruzione navale, la fresatura meccanica a freddo garantisce precisione geometrica e assenza di HAZ, risultati difficilmente ottenibili con processi termici.
GBC progetta e produce fresatubi e smussalamiere per coprire l’intero spettro delle esigenze industriali, con soluzioni portatili per il cantiere e sistemi automatici per la produzione in serie.
Per individuare il modello più adatto in base a materiale, diametro e tipo di smusso, contatta il team tecnico GBC: il supporto tecnico è in grado di definire la configurazione ottimale per ogni applicazione specifica.