La lavorazione dei tubi in cantiere navale richiede macchine portatili a freddo in grado di operare in spazi confinati, su materiali speciali come inox e duplex e in aree a rischio di esplosione. Le principali criticità riguardano la precisione degli smussi destinati a saldature certificate RINA e DNV, la mobilità tra i diversi compartimenti della nave e la tracciabilità del processo, come richiesto dai registri navali internazionali.
Perché il cantiere navale è un contesto a sé
Chi opera in un cantiere navale sa che le condizioni di lavoro sono molto diverse da quelle di un’officina tradizionale. I tubi da lavorare sono spesso già installati, collocati in corridoi stretti, sale macchine di difficile accesso, doppi fondi o compartimenti dove lo spazio di manovra è estremamente limitato. Il margine operativo è ridotto, le tempistiche sono vincolate ai programmi di costruzione o refitting e ogni giunto deve soddisfare requisiti di certificazione rigorosi.
A queste difficoltà si aggiunge l’eterogeneità dei materiali: acciaio al carbonio, inox, duplex, rame-nichel. Ogni lega richiede parametri di lavorazione specifici e, per molte di esse, un’alterazione termica superficiale può compromettere le proprietà meccaniche e la resistenza alla corrosione.
Materiali delle tubazioni di bordo: perché la lavorazione a freddo è spesso l’unica opzione
Le tubazioni di bordo trasportano combustibile, acqua di mare, oli lubrificanti, vapore e altri fluidi in condizioni variabili di pressione e temperatura. I materiali impiegati dipendono dall’applicazione: l’acciaio inox è ampiamente utilizzato nei sistemi idraulici e antincendio; il duplex nelle applicazioni offshore più aggressive; il rame-nichel nei sistemi di raffreddamento esposti all’acqua marina.
Questi materiali non tollerano la zona termicamente alterata generata inevitabilmente da plasma e ossitaglio. In particolare, su duplex e super duplex anche una minima alterazione superficiale può innescare fenomeni di corrosione localizzata o ridurre la resistenza meccanica del giunto.
La fresatura meccanica a freddo evita la formazione di una zona termicamente alterata significativa, preserva le proprietà del materiale base e produce una superficie immediatamente idonea alla saldatura secondo WPS.
Spazi confinati: MCA Cutter e FAST
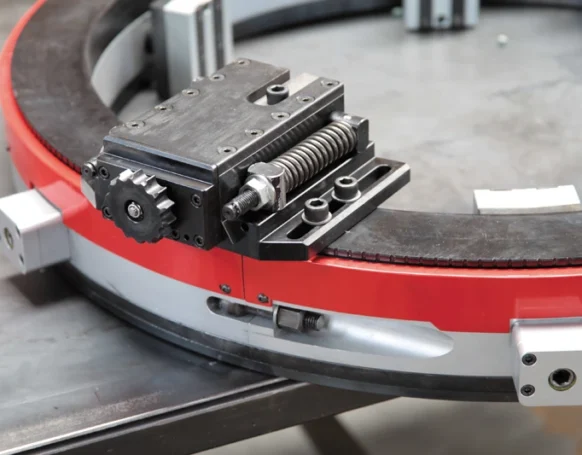
In cantiere navale non è sempre possibile portare il tubo alla macchina; spesso accade il contrario: è la macchina che deve raggiungere il tubo, installarsi direttamente su di esso e operare in condizioni di spazio estremamente ridotto. In questo contesto risultano indispensabili le tagliatubi split frame, il cui corpo si divide in due metà completamente separate che si montano attorno alla tubazione: una soluzione ideale quando lo spazio laterale disponibile è minimo.
La MCA Cutter di GBC copre un ampio range di diametri, da 1″ fino a 43″ (Øe da 33,4 mm fino a 1095 mm, a seconda del modello e della configurazione). Il corpo divisibile consente l’installazione direttamente sulla tubazione già posata e, nelle versioni di diametro contenuto, può essere gestito anche da un singolo operatore. Il rinvio angolare del motore riduce ulteriormente gli ingombri, permettendo di operare in spazi dove una macchina convenzionale non riuscirebbe a entrare.
La FAST di GBC adotta la stessa struttura split frame e copre tubi da 6″ a 60″ (Øe 153–1545 mm). Il suo elemento distintivo è il dispositivo autocentrante, che assicura una centratura rapida e precisa, riducendo sensibilmente i tempi di posizionamento anche su diametri importanti. È la soluzione ideale quando la rapidità di installazione è prioritaria, come nei lavori di refitting o nelle riparazioni d’emergenza, dove taglio e smusso devono essere eseguiti in loco senza interrompere le attività operative.
Ambienti a rischio: quando la fiamma libera non è ammessa
Nelle aree della nave dove sono presenti vapori di carburante, gas o atmosfere potenzialmente esplosive, l’uso di plasma, ossitaglio o mola angolare è fortemente limitato o del tutto vietato. La lavorazione meccanica a freddo elimina l’apporto di fiamma libera e riduce drasticamente il rischio rispetto a plasma o ossitaglio. Se abbinata ad alimentazione pneumatica e a procedure operative adeguate, rappresenta la soluzione più sicura per operare in aree classificate o a rischio di esplosione.
Certificazioni RINA, DNV e Bureau Veritas: cosa richiedono concretamente
I principali registri navali – RINA, DNV e Bureau Veritas – certificano non solo i saldatori, ma l’intero processo di saldatura, inclusa la fase di preparazione dei giunti. Le procedure WPS (Welding Procedure Specification) devono specificare il metodo di preparazione adottato e i giunti devono rispettare le geometrie prescritte dalla serie UNI EN ISO 9692.
La norma UNI EN ISO 3834, frequentemente richiesta dai registri navali e dai capitolati di costruzione, estende i requisiti di qualità a tutto il processo di saldatura, dalla preparazione dei lembi fino ai controlli finali. Una preparazione meccanica a freddo eseguita con macchine professionali facilita la documentazione del processo, poiché garantisce parametri costanti e ripetibili, riducendo il rischio di non conformità in fase di ispezione.
Grandi diametri e ambienti ostili: la Supercutter
Quando i diametri aumentano e le condizioni operative diventano più gravose – piattaforme offshore, ambienti subacquei, installazioni esterne su tubazioni continue – è necessaria una macchina progettata specificamente per tali contesti.
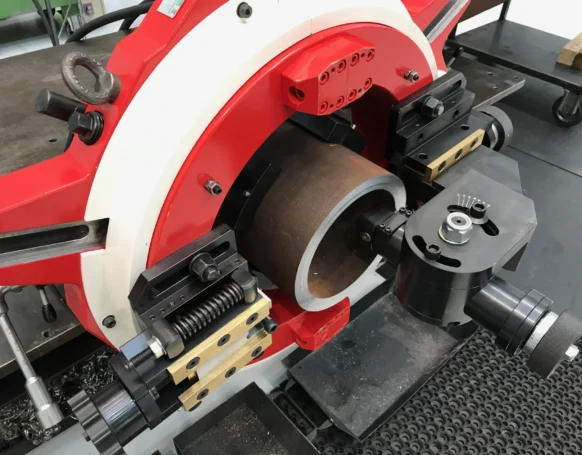
La Supercutter di GBC copre tubi da 6″ a 60″ (Øe fino a circa 1524 mm) ed è dotata di struttura clamshell: il corpo si apre a conchiglia per l’installazione sulla tubazione, mantenendo l’integrità strutturale durante la lavorazione e garantendo la robustezza richiesta in condizioni ostili. La Supercutter integra un sistema di copiatura del profilo esterno che compensa eventuali ovalizzazioni. Questo sistema, presente anche sulle macchine split frame di GBC, consente di mantenere costante la geometria dello smusso lungo l’intera circonferenza anche su tubazioni non perfettamente circolari.
Per applicazioni su diametri estremi fino a 100″ (Øe fino a circa 2540 mm), la gamma GBC comprende la Hypercutter, dotata di alimentazione idraulica.
Fresatubi: smusso di precisione su tutta la gamma
Quando è richiesto esclusivamente lo smusso, senza operazioni di taglio, le fresatubi GBC coprono un range da 1/2″ a 40″ (Øe 12,4–1016 mm) su tutti i materiali: acciaio al carbonio, inox, duplex, Inconel, rame.
Le versioni portatili si adattano perfettamente agli spazi ristretti tipici del cantiere navale e consentono di realizzare smussi a V, a J e rastremature interne con precisione costante, indipendentemente dal materiale lavorato.
Come scegliere la macchina giusta per il cantiere navale
La scelta deve basarsi su tre parametri fondamentali: il range di diametri da lavorare, il tipo di materiale e le condizioni ambientali.
Per spazi estremamente confinati fino a circa 43″, la MCA Cutter con corpo split frame è la soluzione più indicata grazie alla struttura divisibile, gestibile anche da un singolo operatore. Per diametri compresi tra 6″ e 60″ in cui la rapidità di installazione è prioritaria, la FAST con dispositivo autocentrante consente di ridurre significativamente i tempi di posizionamento. Per gli stessi diametri in ambienti ostili e offshore, la Supercutter con corpo clamshell offre la robustezza strutturale necessaria. Quando è richiesto esclusivamente lo smusso su piccoli e medi diametri, le fresatubi portatili coprono l’intero range da 1/2″ a 40″.
Per chi deve gestire picchi produttivi temporanei o commesse occasionali nel settore navale il servizio di noleggio GBC consente di accedere alle macchine senza un investimento iniziale. In situazioni particolarmente complesse, GBC offre inoltre interventi tecnici on-site con personale qualificato direttamente a bordo o in cantiere.
Contatta GBC per una consulenza tecnica personalizzata sulla tua applicazione specifica.